

Лучшая цена на трубы из нержавеющей стали ASTM A312 304 304L 316L

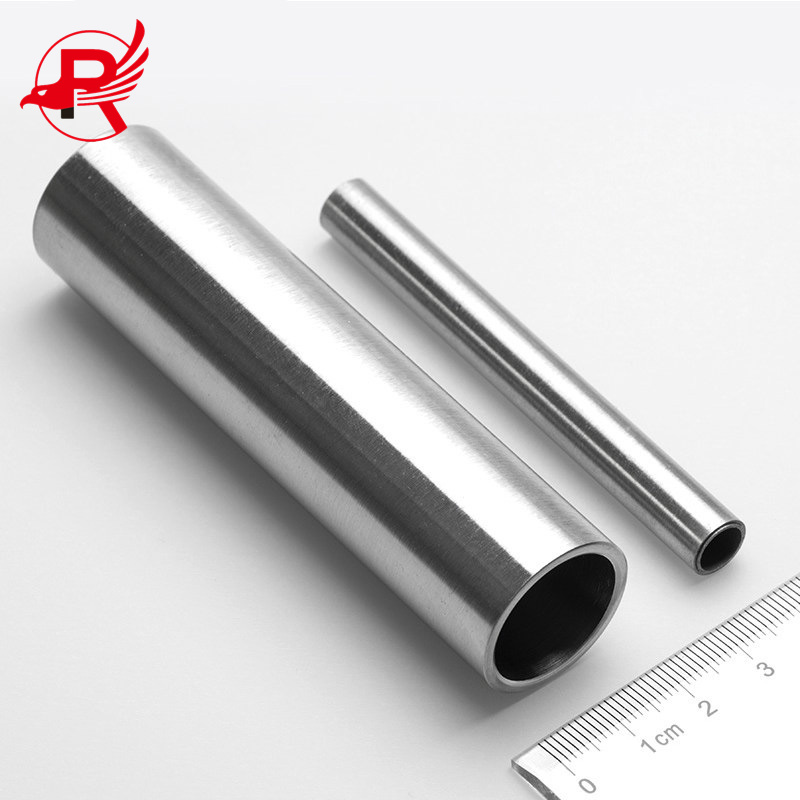



| Название продукта | Круглая труба из нержавеющей стали |
| Стандарт | ASTM AISI DIN, EN, GB, JIS |
| Марка стали
| Серия 200: 201, 202 |
| Серия 300: 301, 304, 304L, 316, 316L, 316Ti, 317L, 321, 309s, 310s | |
| Серия 400: 409L, 410, 410s, 420j1, 420j2, 430, 444, 441, 436 | |
| Дуплексная сталь: 904L, 2205, 2507, 2101, 2520, 2304 | |
| Внешний диаметр | 6-2500 мм (по необходимости) |
| Толщина | 0,3 мм-150 мм (по мере необходимости) |
| Длина | 2000 мм/2500 мм/3000 мм/6000 мм/12000 мм (по необходимости) |
| Техника | Бесшовно |
| Поверхность | №1 2B BA 6K 8K Зеркало №4 HL |
| Допуск | ±1% |
| Условия ценообразования | FOB, CFR, CIF |










Трубы из нержавеющей стали представляют собой полые длинные круглые стальные трубы, которые в основном используются в промышленных трубопроводах, таких как нефтяная, химическая, медицинская, пищевая, легкая промышленность, машиностроение и т. д., а также в качестве механических конструкционных элементов. Кроме того, при одинаковой прочности на изгиб и кручение их вес меньше, поэтому они также широко используются в производстве механических деталей и инженерных конструкций. Также часто применяются в производстве мебели и кухонной утвари и т. д.
Примечание:
1. Бесплатные образцы, 100% гарантия качества после продажи, поддержка любых способов оплаты;
2. Все остальные характеристики круглых труб из углеродистой стали доступны по вашему требованию (OEM и ODM)! Заводская цена от ROYAL GROUP.
Химический состав труб из нержавеющей стали
| Химический состав (%) | ||||||||
| Оценка | C | Si | Mn | P | S | Ni | Cr | Mo |
| 201 | ≤0 .15 | ≤0,75 | 5. 5-7. 5 | ≤0,06 | ≤ 0,03 | 3.5 -5.5 | 16.0 - 18.0 | - |
| 202 | ≤0 .15 | ≤l.0 | 7,5-10,0 | ≤0,06 | ≤ 0,03 | 4.0-6.0 | 17.0-19.0 | - |
| 301 | ≤0 .15 | ≤l.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 6.0-8.0 | 16.0-18.0 | - |
| 302 | ≤0 .15 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 8.0-10.0 | 17.0-19.0 | - |
| 304 | ≤0 .0.08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 8.0-10.5 | 18.0-20.0 | - |
| 304Л | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0-13.0 | 18.0-20.0 | - |
| 309S | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0-15.0 | 22.0-24.0 | - |
| 310S | ≤0,08 | ≤1,5 | ≤2.0 | ≤0,035 | ≤ 0,03 | 19.0-22.0 | 24.0-26.0 | |
| 316 | ≤0,08 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 10.0-14.0 | 16.0-18.0 | 2.0-3.0 |
| 316Л | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,045 | ≤ 0,03 | 12.0 - 15.0 | 16.0 -1 8.0 | 2.0 -3.0 |
| 321 | ≤ 0,08 | ≤1.0 | ≤2.0 | ≤0,035 | ≤ 0,03 | 9.0 - 13.0 | 17.0 -1 9.0 | - |
| 630 | ≤ 0,07 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | 3.0-5.0 | 15.5-17.5 | - |
| 631 | ≤0,09 | ≤1.0 | ≤1.0 | ≤0,030 | ≤0,035 | 6.50-7.75 | 16.0-18.0 | - |
| 904Л | ≤ 2 .0 | ≤0,045 | ≤1.0 | ≤0,035 | - | 23.0·28.0 | 19.0-23.0 | 4.0-5.0 |
| 2205 | ≤0,03 | ≤1.0 | ≤2.0 | ≤0,030 | ≤0,02 | 4,5-6,5 | 22.0-23.0 | 3.0-3.5 |
| 2507 | ≤0,03 | ≤0,8 | ≤1,2 | ≤0,035 | ≤0,02 | 6.0-8.0 | 24.0-26.0 | 3.0-5.0 |
| 2520 | ≤0,08 | ≤1,5 | ≤2.0 | ≤0,045 | ≤ 0,03 | 0.19 -0.22 | 0. 24 -0 . 26 | - |
| 410 | ≤0,15 | ≤1.0 | ≤1.0 | ≤0,035 | ≤ 0,03 | - | 11,5-13,5 | - |
| 430 | ≤0,1 2 | ≤0,75 | ≤1.0 | ≤ 0,040 | ≤ 0,03 | ≤0,60 | 16.0 -18.0 | |
Благодаря различным методам холодной прокатки и последующей обработки поверхности после прокатки, улучшается качество поверхности нержавеющей стали.барМогут быть разные типы.

Поверхностная обработка труб из нержавеющей стали включает в себя следующие виды обработки поверхности: № 1, 2B, № 4, HL, № 6, № 8, BA, TR (закалка), перекатаная полированная поверхность 2H, полировка и другие.
№1: Поверхность №1 — это поверхность, полученная в результате термообработки и травления после горячей прокатки трубы из нержавеющей стали. Она предназначена для удаления черной оксидной окалины, образующейся в процессе горячей прокатки и термообработки травлением или аналогичными методами. Это обработка поверхности №1. Поверхность №1 имеет серебристо-белый матовый вид. В основном используется в жаропрочных и коррозионностойких отраслях промышленности, где не требуется блеск поверхности, таких как спиртовая промышленность, химическая промышленность и производство крупногабаритной тары.
2B: Поверхность 2B отличается от поверхности 2D тем, что она сглажена гладким валиком, поэтому она ярче, чем поверхность 2D. Значение шероховатости поверхности Ra, измеренное прибором, составляет 0,1–0,5 мкм, что является наиболее распространенным типом обработки. Этот тип поверхности полосы из нержавеющей стали является наиболее универсальным, подходит для общего применения и широко используется в химической, бумажной, нефтяной, медицинской и других отраслях промышленности, а также может использоваться в качестве навесной стены зданий.
TR-твердая поверхность: Нержавеющая сталь TR также называется твердой сталью. Ее типичными марками являются 304 и 301, они используются для изделий, требующих высокой прочности и твердости, таких как железнодорожные вагоны, конвейерные ленты, пружины и прокладки. Принцип заключается в использовании свойств упрочнения аустенитной нержавеющей стали для повышения прочности и твердости стальной пластины методами холодной обработки, такими как прокатка. Для получения твердого материала используется прокатка нескольких процентов или нескольких десятков процентов мягкой стали для замены мягкой плоскостности базовой поверхности 2B, и после прокатки не проводится отжиг. Поэтому TR-твердая поверхность твердого материала — это поверхность, полученная после холодной прокатки.
После прокатки стальная труба подвергается светлому отжигу (2H): После процесса прокатки нержавеющая стальная труба проходит процесс светлого отжига. Труба быстро охлаждается с помощью непрерывной линии отжига. Скорость перемещения нержавеющей стальной трубы по линии составляет около 60–80 м/мин. После этого этапа поверхность трубы приобретает светлое покрытие (2H).
№4: Поверхность №4 имеет тонкую полированную отделку, более яркую, чем поверхность №3. Она также получается путем полировки холоднокатаных труб из нержавеющей стали с поверхностью 2D или 2B в качестве основы и полировки абразивной лентой с размером зерна 150-180#. Значение шероховатости поверхности Ra, измеренное прибором, составляет 0,2–1,5 мкм. Поверхность №4 широко используется в ресторанном и кухонном оборудовании, медицинском оборудовании, архитектурной отделке, контейнерах и т. д.
HL: Поверхность HL обычно называют «тонкой шлифовкой». Японский стандарт JIS предписывает использование абразивной ленты плотностью 150-240 фунтов для полировки, чтобы получить непрерывную, похожую на тонкую шлифовку поверхность. В китайском стандарте GB3280 правила довольно расплывчаты. Поверхность HL в основном используется для отделки зданий, таких как лифты, эскалаторы и фасады.
№ 6: Поверхность № 6 создана на основе поверхности № 4 и дополнительно отполирована тампико-щеткой или абразивным материалом с размером частиц W63, соответствующим стандарту GB2477. Эта поверхность обладает хорошим металлическим блеском и мягкими свойствами. Отражение слабое, изображение не отражается. Благодаря этим хорошим свойствам, она очень подходит для изготовления навесных стен и декоративных элементов зданий, а также широко используется в качестве кухонной утвари.
BA: Поверхность BA получается в результате светлой термообработки после холодной прокатки. Светлая термообработка включает отжиг в защитной атмосфере, гарантирующий отсутствие окисления поверхности и сохранение блеска холоднокатаной поверхности, а затем высокоточную шлифовальную обработку для легкого выравнивания и улучшения блеска поверхности. Эта поверхность близка к зеркальной, а значение шероховатости поверхности Ra, измеренное прибором, составляет 0,05-0,1 мкм. Поверхность BA имеет широкий спектр применения и может использоваться для кухонной утвари, бытовой техники, медицинского оборудования, автомобильных деталей и декоративных элементов.
№8: Поверхность №8 имеет зеркальную полировку и высочайшую отражательную способность, без абразивных зерен. В промышленности по глубокой обработке нержавеющей стали ее также называют 8K-пластинами. Как правило, материалы BA используются в качестве сырья для зеркальной полировки только путем шлифовки и полировки. После зеркальной полировки поверхность приобретает художественный вид, поэтому она в основном используется для оформления входных групп зданий и интерьеров.
Основной производственный процесс: круглая сталь → повторный контроль → очистка → вырубка → центрирование → нагрев → перфорация → травление → зачистка → контроль и шлифовка → холодная прокатка (холодная вытяжка) → обезжиривание → термообработка → выпрямление → резка труб (фиксированная по длине) → травление/пассивация → контроль готовой продукции (вихретоковый, ультразвуковой, гидродинамический) → упаковка и хранение.
1. Резка круглого проката: После получения круглого проката со склада сырья рассчитывается длина резки в соответствии с требованиями процесса, и на прокат наносится разметка. Прокат проката укладывается в стопки в соответствии с марками стали, номерами партий, номерами производственных серий и техническими характеристиками, а торцы маркируются краской разных цветов.
2. Центрирование: При центрировании сверлильного станка с поперечной балкой сначала найдите центральную точку в сечении круглого стального прутка, выбейте в нем пробное отверстие, а затем закрепите его вертикально на столе сверлильного станка для центрирования. После центрирования круглые прутки укладываются в стопку в соответствии с маркой стали, номером плавки, спецификацией и номером производственной партии.
3. Очистка: очистка производится после прохождения контроля качества поступающих материалов. Очистка включает в себя токарный очистку и вихревую резку. Токарная очистка осуществляется на токарном станке методом обработки с одним зажимом и одной верхней частью, а вихревая резка заключается в подвешивании круглого стального изделия на станке. Выполняется вихревая резка.
4. Контроль качества поверхности: Проводится контроль качества очищенной круглой стали, отмечаются имеющиеся дефекты поверхности, после чего шлифовальный персонал шлифует ее до тех пор, пока она не будет соответствовать требованиям. Круглые прутки, прошедшие проверку, сортируются по марке стали, номеру плавки, спецификации и номеру производственной партии.
5. Нагрев круглого прутка: Оборудование для нагрева круглого прутка включает в себя газовую печь с наклонным подом и газовую печь коробчатого типа. Газовая печь с наклонным подом используется для нагрева больших партий, а газовая печь коробчатого типа — для нагрева малых партий. При поступлении в печь круглые прутки разных марок стали, номеров плавок и спецификаций разделяются старой внешней пленкой. При нагреве круглых прутков токари используют специальные инструменты для их вращения, чтобы обеспечить равномерный нагрев.
6. Горячая прокатка и пробивка: используется пробивной агрегат и воздушный компрессор. В соответствии со спецификациями перфорированной круглой стали выбираются соответствующие направляющие пластины и молибденовые пробки, нагретая круглая сталь перфорируется с помощью перфоратора, а пробитые трубы произвольно подаются в бассейн для полного охлаждения.
7. Осмотр и шлифовка: Проверьте, чтобы внутренняя и внешняя поверхности трубы были гладкими и ровными, без образования чешуек, трещин, межслойных повреждений, глубоких ямок, серьезных следов резьбы, дефектов стали, фрикционных наростов, шероховатостей и серповидных головок. Дефекты поверхности трубы могут быть устранены методом локальной шлифовки. Трубы, прошедшие осмотр, или трубы, прошедшие осмотр после ремонта и шлифовки с незначительными дефектами, должны быть упакованы в соответствии с требованиями цеховыми бригадами и уложены в соответствии с маркой стали, номером печи, спецификацией и номером производственной партии трубы.
8. Выпрямление: Поступающие в цех перфорации трубы упаковываются в связки. Форма поступающих труб деформирована, и их необходимо выпрямить. Для выпрямления используются вертикальный и горизонтальный выпрямительные станки, а также вертикальный гидравлический пресс (используемый для предварительного выпрямления, когда стальная труба имеет большую кривизну). Для предотвращения смещения стальной трубы во время выпрямления используется нейлоновая втулка, ограничивающая ее движение.
9. Резка труб: Согласно производственному плану, выпрямленную канализационную трубу необходимо отрезать с головки и с хвостовика, для этого используется шлифовально-шлифовальный станок.
10. Травление: Выпрямленная стальная труба нуждается в травлении для удаления окалины и примесей с поверхности трубы. Травление стальной трубы происходит в травильном цехе, после чего труба медленно поднимается в травильную ванну для травления с помощью механизма подъема.
11. Шлифовка, эндоскопический контроль и внутренняя полировка: стальные трубы, пригодные для травления, проходят процесс шлифовки внешней поверхности, полированные стальные трубы подвергаются эндоскопическому контролю, а некачественные изделия или изделия, требующие специальных технологических процессов, подлежат внутренней полировке.
12. Процесс холодной прокатки/процесс холодной вытяжки
Холодная прокатка: стальная труба прокатывается валками прокатного стана холодной прокатки, а ее размеры и длина изменяются за счет непрерывной холодной деформации.
Холодная вытяжка: стальная труба развальцовывается и уменьшается в толщине стенки с помощью машины для холодной вытяжки без нагрева, что позволяет изменить размер и длину трубы. Холодновытянутая стальная труба обладает высокой точностью размеров и хорошим качеством поверхности. Недостатком является большое остаточное напряжение, частое использование холодновытянутых труб большого диаметра и низкая скорость формования готового изделия. Конкретный процесс холодной вытяжки включает в себя:
① Подготовка торца трубы к холодной вытяжке: Перед холодной вытяжкой один конец стальной трубы необходимо предварительно оштамповать (для труб малого диаметра) или приварить (для труб большого диаметра) для подготовки к процессу вытяжки. Небольшое количество стальных труб специального назначения необходимо нагреть, а затем оштамповать.
② Смазка и термическая обработка: Перед холодной вытяжкой стальной трубы после головки (сварочной головки) необходимо смазать внутренние отверстия и наружную поверхность стальной трубы, а затем высушить стальную трубу, покрытую смазкой.
③ Холодная вытяжка: После высыхания смазки стальная труба поступает в процесс холодной вытяжки, для которой используется цепной и гидравлический станки для холодной вытяжки.
13. Обезжиривание: Целью обезжиривания является удаление прокатного масла, прилипшего к внутренней и внешней поверхности стальной трубы после прокатки, путем промывки, чтобы избежать загрязнения поверхности стали во время отжига и предотвратить увеличение содержания углерода.
14. Термическая обработка: Термическая обработка восстанавливает форму материала за счет рекристаллизации и снижает сопротивление деформации металла. Оборудование для термической обработки представляет собой печь для термической обработки с использованием природного газа.
15. Травление готовой продукции: После резки стальные трубы подвергаются окончательному травлению с целью пассивации поверхности, благодаря чему на поверхности стальных труб образуется защитная оксидная пленка, улучшающая их эксплуатационные характеристики.
16. Контроль качества готовой продукции: Основной процесс контроля и испытаний готовой продукции включает в себя: контроль качества → вихретоковый контроль → контроль качества с помощью сверхмощного датчика → контроль качества с помощью водяного давления → контроль качества с помощью пневматического датчика. Поверхностный контроль в основном заключается в ручной проверке наличия дефектов на поверхности стальной трубы, а также соответствия длины трубы и размеров наружной стенки; вихретоковый контроль в основном использует вихретоковый дефектоскоп для проверки наличия трещин в стальной трубе; сверхмощный контроль в основном использует ультразвуковой дефектоскоп для проверки наличия трещин внутри или снаружи стальной трубы; контроль качества с помощью водяного и пневматического датчиков использует гидравлические и пневматические машины для обнаружения утечек воды или воздуха из стальной трубы, чтобы убедиться в ее исправности.
17. Упаковка и складирование: Стальные трубы, прошедшие проверку качества, поступают в зону упаковки готовой продукции. В качестве упаковочных материалов используются заглушки для отверстий, полиэтиленовые пакеты, ткань «змеиная кожа», деревянные доски, ленты из нержавеющей стали и т. д. Внешняя поверхность обоих концов упакованной стальной трубы облицовывается небольшими деревянными досками, а внешняя поверхность закрепляется лентами из нержавеющей стали, чтобы предотвратить контакт между стальными трубами во время транспортировки и столкновение. Упакованные стальные трубы поступают в зону штабелирования готовой продукции.
Упаковка, как правило, без опознавательных знаков, скреплена стальной проволокой, очень прочная.
Если у вас есть особые требования, вы можете использовать антикоррозийную упаковку, которая будет выглядеть еще красивее.

Транспорт:Экспресс-доставка (доставка образцов), авиаперевозки, железнодорожные перевозки, наземные перевозки, морские перевозки (полные контейнерные или сборные грузы, или насыпные грузы).


Наш клиент

В: Вы являетесь производителем?
А: Да, мы являемся производителем. У нас есть собственный завод, расположенный в городе Тяньцзинь, Китай.
В: Могу ли я разместить пробный заказ всего на несколько тонн?
А: Конечно. Мы можем отправить вам груз с помощью услуги LCL (загрузка меньшего контейнера).
В: Образец бесплатный?
А: Образцы предоставляются бесплатно, но стоимость доставки оплачивает покупатель.
В: Вы являетесь поставщиком золота и предоставляете услуги по обеспечению торговой гарантии?
А: Мы являемся золотым поставщиком уже семь лет и принимаем гарантии торговой сделки.
-

Бесшовные трубы из нержавеющей стали (304H, 304, 316, 316...)
-

Высококачественная бесшовная стальная труба ASTM 304 304L ...
-

Китайский профессиональный завод по производству изделий из нержавеющей стали...
-

Высококачественная квадратная труба из нержавеющей стали 410 410s
-
Оптовая продажа с завода: зеркальная нержавеющая сталь 2205 2507...
-

2b/Ba/№ 1/№ 4/Hl/8K Нержавеющая сталь, рулонная холоднокатаная/горячекатаная...





